Been working on putting my old engine back together. I think the problems with the engine were well documented in previous posts, however I discovered more issues since then that I haven't shared. Anyway, I am am much further along than this post suggests and I will bring everyone up to speed pretty quickly. I haven't posted much for quite a while and it has been 100 degrees + for a long time here and that equals no progress in my shop.
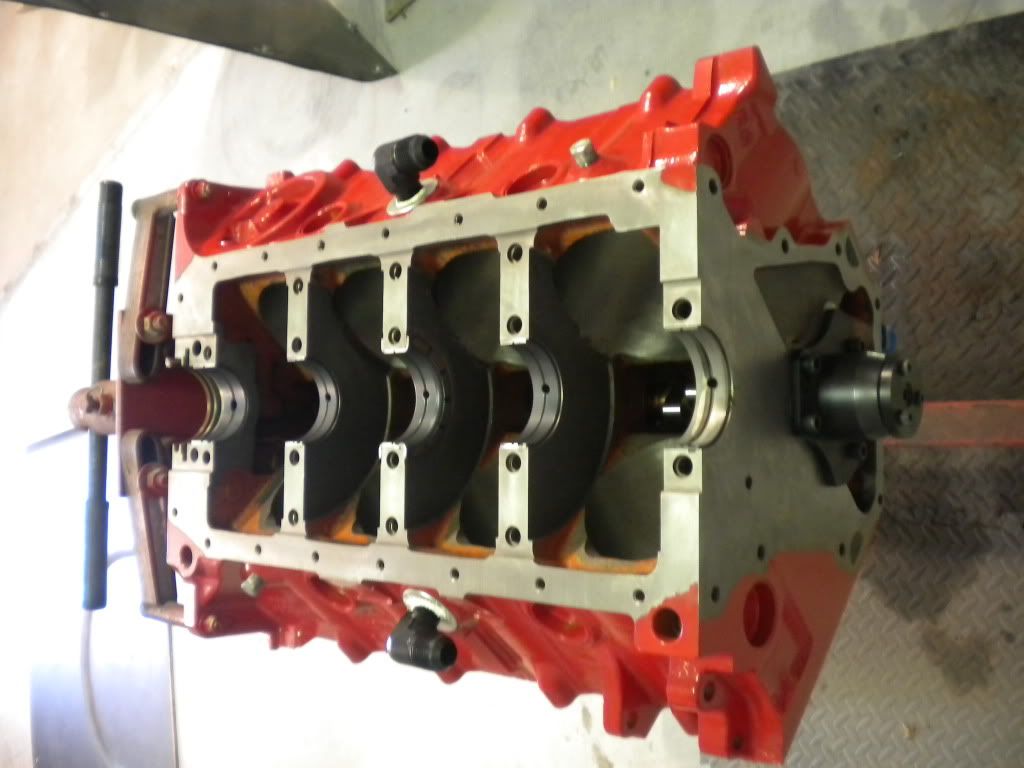
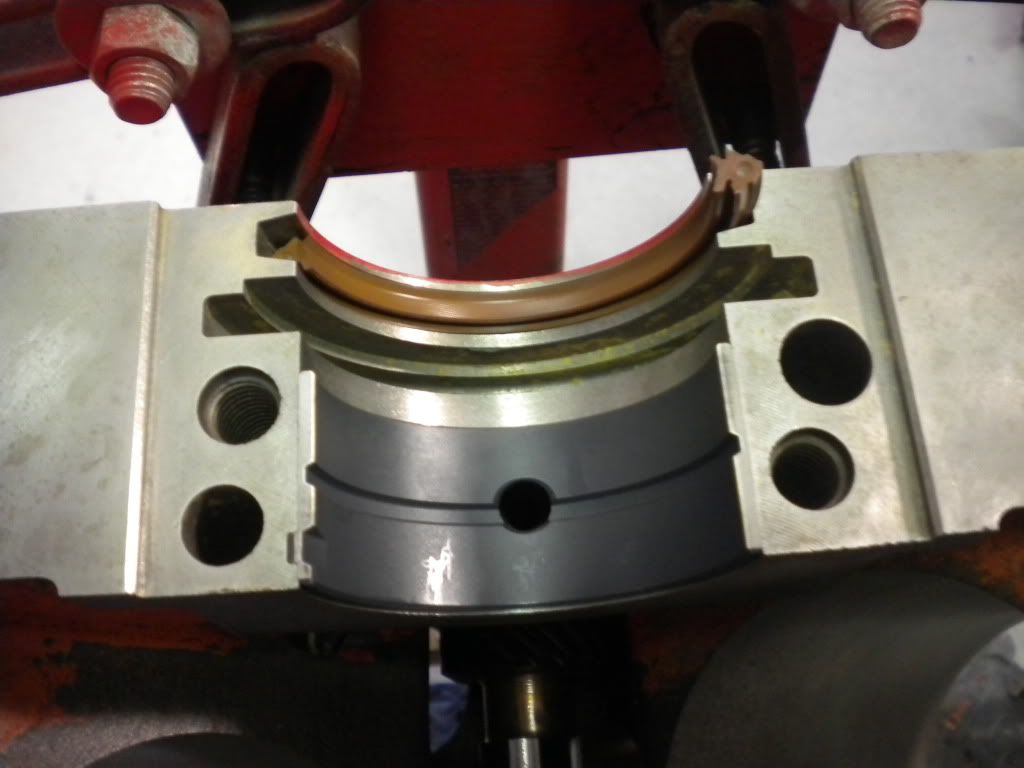
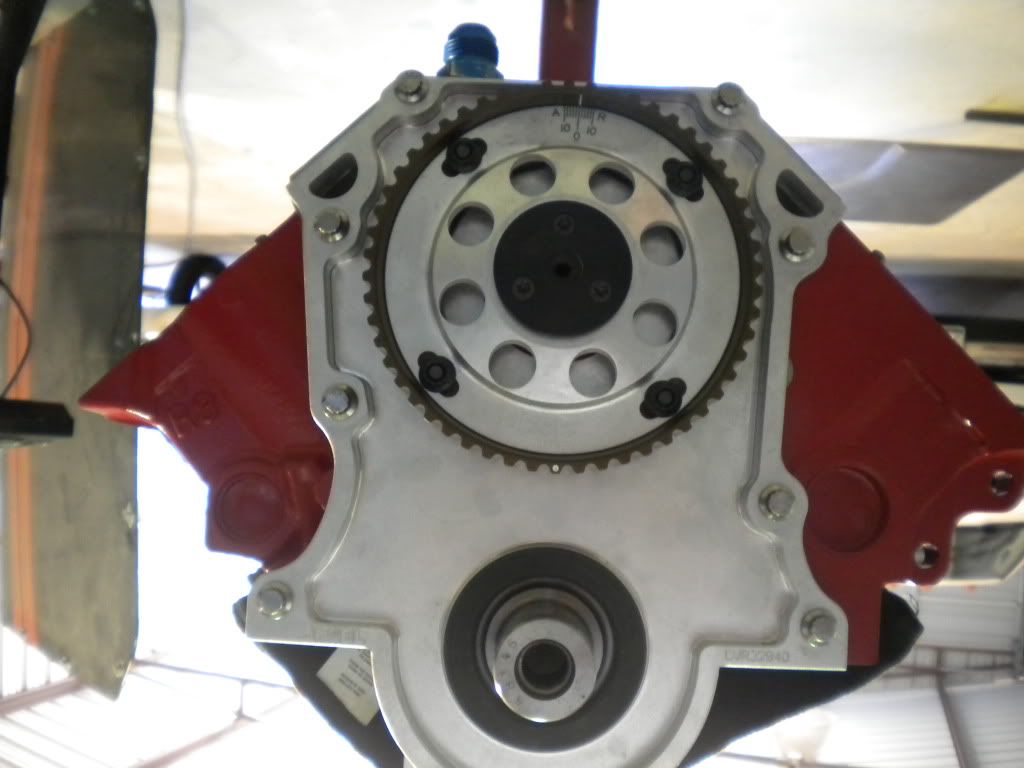
I will start from the beginning. I had the block honed at a shop in the DFW area by a company called Farris Racing Engines. They took the bores .002 over to 4.187 and they seem to be straight and no taper. They were the only ones that had torque plates for an R3 anywhere here. The jury is still out on them as they lost 5 head studs and several nuts that belonged to the set. I called them about the missing pieces, but no return call.....go figure as that cost me another $40 to replace the missing pieces. I wanted to tighten up the main clearances to .0025 and went with coated Clevite main bearings this time. All of the bearing clearances came out very good between .0023 and .0026 on #2 thru #5. #1 was very tight with that bearing and was .0009 . So, I had another set of bearings on hand that were not coated and threw in one of those and bam...right at .0025 clearance. So, the #1 bearing is not coated to make the clearance correct. In this sequence, the cam is also slid in. I am eager to see what this "smaller" cam will do in this combination. I installed the Jesel belt drive cover using one of the Superperformance short deck timing cover gaskets. The two upper holes weren't big enough to get bolts thru, but I will get with Greg about that. Those gaskets appear to be high quality and I really like the gasket material. I had issues with the fittment of the belt drive. The lower pulley is not as thick in the hub area and the shoulder on the Callies crank interfeared with the end of the ATI damper. It wouldn't draw up all of the way....about .18" or so. Had to machine the end of the balancer hub .20" deep and about .025" larger diameter to fit over the step on the journal. This wasn't obvious, but glad I found the problem. I found it when I compared the old gear drive lower gear thickness with the lower pulley of the Jesel system. I will post updates of the rest of the short block assembly by the end of the week and long block assembly shortly there after. Here are a few teeser pictures.
Last edited by 408strokerdart; 10/30/1212:33 AM.
Entire Thread
Subject
Posted By
Posted
Reserection of my old W8 Bullet***UPDATE 5 RESULTS***


 . So, I had another set of bearings on hand that were not coated and threw in one of those and bam...right at .0025 clearance. So, the #1 bearing is not coated to make the clearance correct. In this sequence, the cam is also slid in. I am eager to see what this "smaller" cam will do in this combination. I installed the Jesel belt drive cover using one of the Superperformance short deck timing cover gaskets. The two upper holes weren't big enough to get bolts thru, but I will get with Greg about that. Those gaskets appear to be high quality and I really like the gasket material. I had issues with the fittment of the belt drive. The lower pulley is not as thick in the hub area and the shoulder on the Callies crank interfeared with the end of the ATI damper. It wouldn't draw up all of the way....about .18" or so. Had to machine the end of the balancer hub .20" deep and about .025" larger diameter to fit over the step on the journal. This wasn't obvious, but glad I found the problem. I found it when I compared the old gear drive lower gear thickness with the lower pulley of the Jesel system. I will post updates of the rest of the short block assembly by the end of the week and long block assembly shortly there after. Here are a few teeser pictures.
. So, I had another set of bearings on hand that were not coated and threw in one of those and bam...right at .0025 clearance. So, the #1 bearing is not coated to make the clearance correct. In this sequence, the cam is also slid in. I am eager to see what this "smaller" cam will do in this combination. I installed the Jesel belt drive cover using one of the Superperformance short deck timing cover gaskets. The two upper holes weren't big enough to get bolts thru, but I will get with Greg about that. Those gaskets appear to be high quality and I really like the gasket material. I had issues with the fittment of the belt drive. The lower pulley is not as thick in the hub area and the shoulder on the Callies crank interfeared with the end of the ATI damper. It wouldn't draw up all of the way....about .18" or so. Had to machine the end of the balancer hub .20" deep and about .025" larger diameter to fit over the step on the journal. This wasn't obvious, but glad I found the problem. I found it when I compared the old gear drive lower gear thickness with the lower pulley of the Jesel system. I will post updates of the rest of the short block assembly by the end of the week and long block assembly shortly there after. Here are a few teeser pictures.