 can this head be repaired?
#1650748
can this head be repaired?
#1650748
07/25/14 03:55 AM
07/25/14 03:55 AM
|
Joined: Jul 2006
Posts: 4,179
California
mickm
 OP
OP
master
|
OP
master
Joined: Jul 2006
Posts: 4,179
California
|
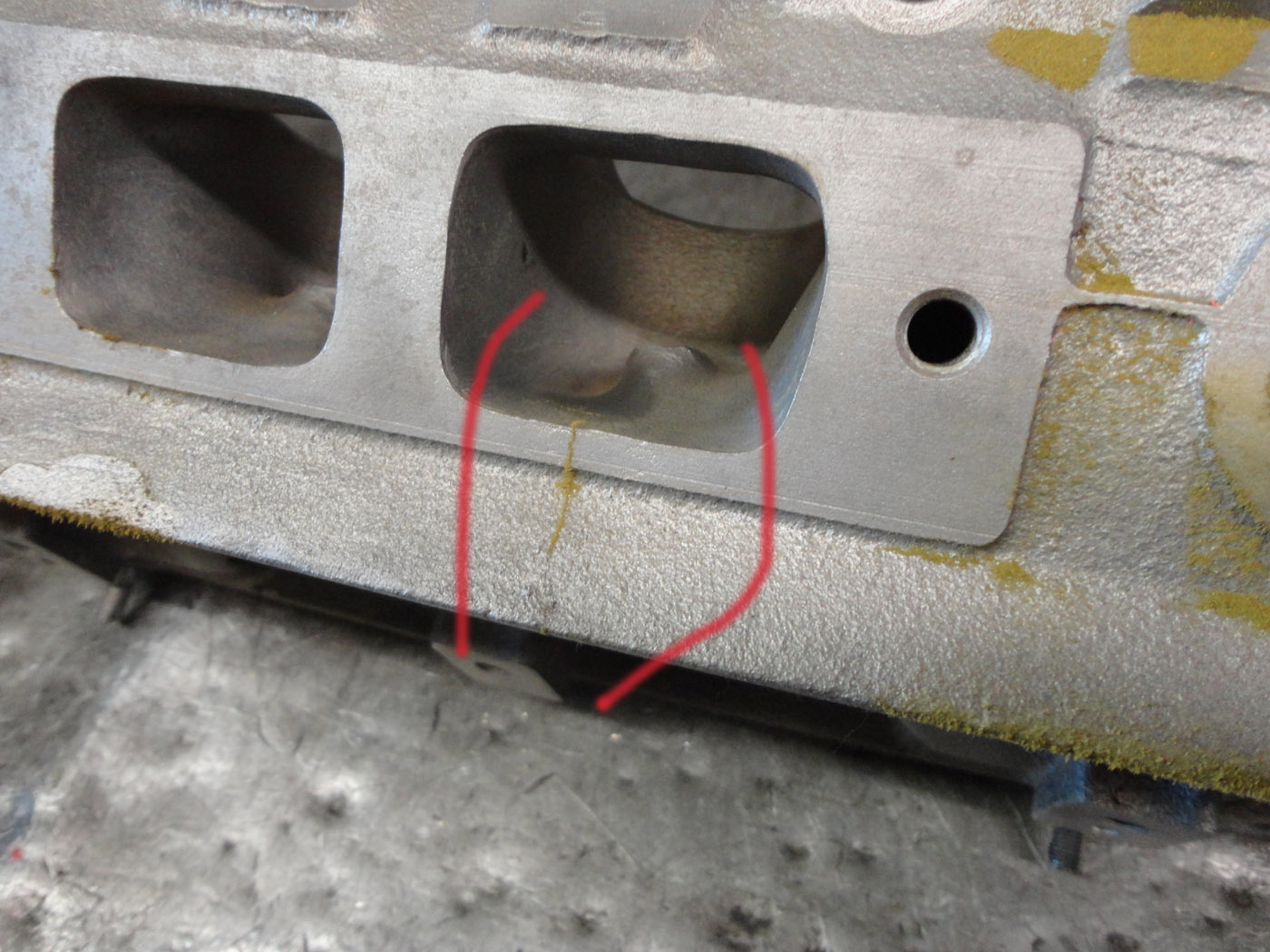
the crack is obvious. what do you think? i'm no expert by any means, but this doesn't seem to be in a high stress area. welded up and ground down, should be good to go.
yes? no? maybe??
Last edited by mickm; 07/25/14 03:57 AM.
|
|
|
Re: can this head be repaired?
[Re: sasquatch]
#1650752
07/25/14 12:30 PM
07/25/14 12:30 PM
|
Joined: Nov 2004
Posts: 3,544
Syracuse,NY
CompWedgeEngines
master
|
master
Joined: Nov 2004
Posts: 3,544
Syracuse,NY
|
Quote:
Short answer Yes it can be repaired. However you cannot simply weld it up and grind it down. You have to grind out the crack to its ends in both directions. It will probably end up looking like it was hit with an artillery shell when you are done and then you start welding.
The head needs to be heated up (alot) while you are welding. This is not cheap or easy. I can see that someone spent a fair amount of time in the ports so getting anther head to match will also entail a good bit of work. Tough call....Todd 
Im with Todd on this one. Looks like some work was done and also if I am seeing correctly,milled down or Max Wedge style rocker pads, so that means probably a head you want to keep, or at least not replicate? It can be repaired, and will cost a few bucks, with of course, no guarantee how long it may last. Just comes down to financial judgement, and roll of the dice, knowing how much it may or may not be used.... 
RIP Monte Smith
Your work is a reflection of yourself, autograph it with quality.
WD for Diamond Pistons,Sidewinder cylinder heads, Wiseco, K1 rods and cranks,BAM lifters, Morel lifters, Molnar Technologies, Harland Sharp, Pro Gear, Cometic, King Engine Bearings and many others.
|
|
|
Re: can this head be repaired?
[Re: CompWedgeEngines]
#1650753
07/25/14 12:49 PM
07/25/14 12:49 PM
|
Joined: Feb 2005
Posts: 20,185
PA.
pittsburghracer
"Little"John
|
"Little"John
Joined: Feb 2005
Posts: 20,185
PA.
|
We did lots of cast iron welding in the mill because we had to as a lot of our rolling mill parts were over 50 years old. Our best (longest lasting) repairs were ones we could drill both ends of the crack to keep it from going any further, grinding out the crack, heating the part, welding the part with a high nickle rod, and then slowly cooling the part. We would then peen the repair with a hammer and then grind as needed. There are some REAL GOOD rods available to do repairs like this. I have also tig welded cracks with stainless filler on heads and between cylinder bores on blocks with some success but that takes more time (and grinding). It probably won't be cheap to have repaired so make sure its worth while before searching for a shop that will take on the project.
1970 Duster
Edelbrock headed 408
5.984@112.52
422 Indy headed small block
5.982@112.56 mph
9.42@138.27
Livin and lovin life one day at a time
|
|
|
|
|










 I've had heads worst than that repaired years ago by another H.D. dieselrepair shop in SO CA named Cyclone Excessweld so maybe there is a chain of Excesweld shops still
I've had heads worst than that repaired years ago by another H.D. dieselrepair shop in SO CA named Cyclone Excessweld so maybe there is a chain of Excesweld shops still 
 They do grind the crap out of the head where the cracks are to get rid of the bad material and then weld them back up and rough machine them for you as part of the repair, I was told that they preheat the part in a oven for 24 hrs and then do a little bit of welding at a time until the repair is done and then take 24 more hours to let it cool down
They do grind the crap out of the head where the cracks are to get rid of the bad material and then weld them back up and rough machine them for you as part of the repair, I was told that they preheat the part in a oven for 24 hrs and then do a little bit of welding at a time until the repair is done and then take 24 more hours to let it cool down 


{kind=link}