Most of the roller thrust bearings are the GM TH350 Pump stator bearing 1976-86, Delco P/N 9436851, OD=2.900", ID=2.110", thk=0.140". You can also buy this from
www.bulkpart.com, P/N 44211C. Please double check with tech dept. This bearing is used in front and back of the rear planetary, rear of front planetary, rear of pump/front of front drum. The bearing in between the forward drum (input shaft drum) and direct drum, and the bearing in front of the front planetary and annulus gear are different.
Needle bearing thrust between forward clutch drum with input shaft and direct drum. This one is like the TH350 pump bearing, where the races are crimped together, making it an assembly rather than separate races and a needle cage.
OD=2.596"
ID=1.930"
Thk=0.140"
Sorry, I don't have a Torrington part number for this one. It is probably used inside a torque converter or another brand transmission.
www.sonnax.com is a good place to start for searching thrust bearings.
This bearing requires no machining on the forward clutch drum with shaft. Rather, machining the back edge of the front drum, where it normally rides on the phenolic washer, is where you cut to make up room.
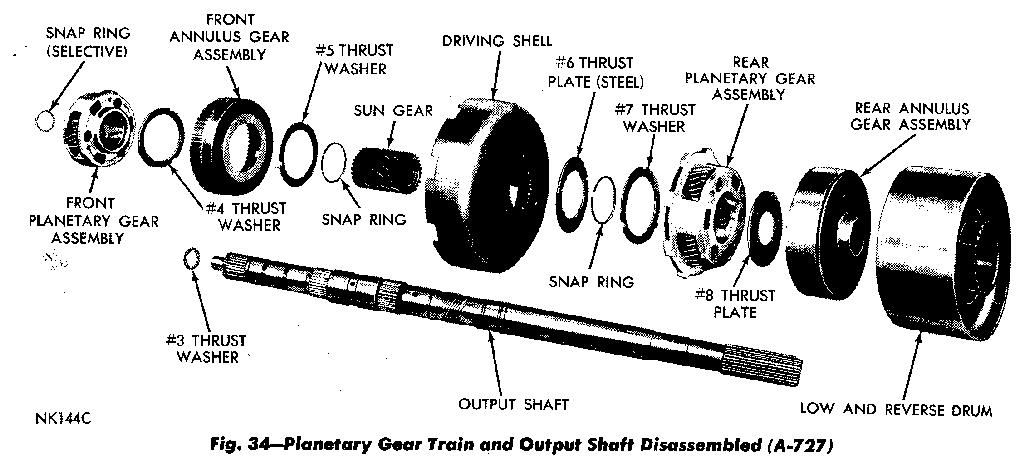
The front planetary (2.74 1st) uses two bearings in the assembly. And a 3rd between the back of the front planetary and front of the sun shell is the TH350 pump bearing.
Front of front annulus gear under snap ring:
OD=2.187" Torrington NTA-2435 (needle cage)
ID=1.500"
Thk=0.031" (race washers) Qty 2 Torrington TRA-2435
These are positioned under the snap ring in front of the annulus gear. The needle cage is sandwiched between the two thrust washers.
The thrust bearing in front of the front planetary and behind the front annulus:
OD=3.250" Needle cage, P/N NTA-4052
ID=2.500"
Thk=0.031" Thrust washers,P/N TRA-4052 Qty 2
The front of the front planet is machined to accept the extra thickness of the needle cage and two thrust washers. The pinion axle shafts are hardened, so there is evidence of using a carbide bit to grind the pins down. Then, the front face is machined down in a lathe.
Be sure to measure everything well before cutting. Always mock up with stock thrust washers, measure, then take into account new bearing thicknesses, and a tighter gear train endplay when final assembly is ready. You want the total gear train end play between 0.008"-0.015". The thrust bearing in front of the sun shell is captured behind the sun gear. Since the 2.74 low (front half of sun gear) is larger than rear, I believe the sun gear is ground some to allow the bearing to fit behind the gear.
The back of the front planet is machined for the thrust bearing, but the cut does not interfer with the pinion axles, just right up to the edge of the pins. Unlike the front of the front planet and both sides of the rear, where the machine cut is right into the axle pins. You would have to use a carbide cutter to cut thru pins because of their hardness. Maybe a ceramic bit or something specialized can do the job. I am not a machinist, just a hobbyist learning as I go.
Also, the most gains would be installing bearings in the gear train. I listed bearings between the pump and drums, but since there is little axial thrust here, the gains would be small. Although JPT fully rollerized the 904 in my case. Let me know if you need any other info.
The enclosed (crimped) bearings are harder to find info on. There is some good info on
www.sonnax.com concerning crimped bearings, but sometimes when they list the part number, they don't show the dimensions. GM had Torrington or other companies make bearings for their converters & trannies, and some info is proprietary. The bearings are not labeled with a part number. The only thing you can do is measure the OD, ID, and thickness, and hopefully find some info on it. The one bearing between the clutch drums in my 904, I have not been able to find any info about it.
Concerning the aluminum planetaries (2.45 1st gear), they have different dimensions on the front hub. I have some in the garage, but have only a 2.74 set rollerized.
The rear support and low/rev drum - For the rear support, I have found another bearing brand, INA SCE, with similar part numbers. I bought some from
http://www.kamandirect.com/branches.asp These bearings have a roller inner race along with the needle bearings. I believe they are rated with a higher capacity.
Concerning the seals in the rear support. I have seen some roller supports with and some without. The JPT, Dynamic, Turbo Action do not use seals. A&A does. I have an A&A roller support for a 727 that has a seal on the forward end. Here is a pic link:
http://www.hemiduster.com/crt_trans.htm The low/rev drum hub is machined off. The rear side is bored to accept the bearing, which may or may not hang out the back a little. Looking from the side, the bearing does cover the oil supply hole from the rear cooler line in the case. Also, the front of the park gear is clearanced for the bearing. Plug the small hole in the front of the park gear and the angled hole into the sealing ring corner. The front of the support is bored to accept the seal (may or may not be the same as the bearing bore). Use the sealing ring on the park gear to seal the rear. Some machine off the front sealing ring groove up to the second for bearing room and weight reduction.
904 rear support would use a Torrington B-2110 bearing, or if you want the HD bearing, buy from INA SCE. The output shaft needs to be ground from 1.332" to 1.312" to use this bearing. If you want to rollerize the low/rev drum, you need to make a reducer bushing to fit into the drum so that the bearing (B-2110) will be held snug.
If you have more questions or need pics, send me an e-mail or PM. Glad to help.
John



 Awesome answer!
Awesome answer!






{kind=link}