|
 Re: welding a 1969 HEMI block
[Re: docford]
#1340734
Re: welding a 1969 HEMI block
[Re: docford]
#1340734
11/24/12 07:19 PM
11/24/12 07:19 PM
|
Joined: Nov 2003
Posts: 10,384
Upstate NY
Bigcube

I Live Here
|
I Live Here
Joined: Nov 2003
Posts: 10,384
Upstate NY
|
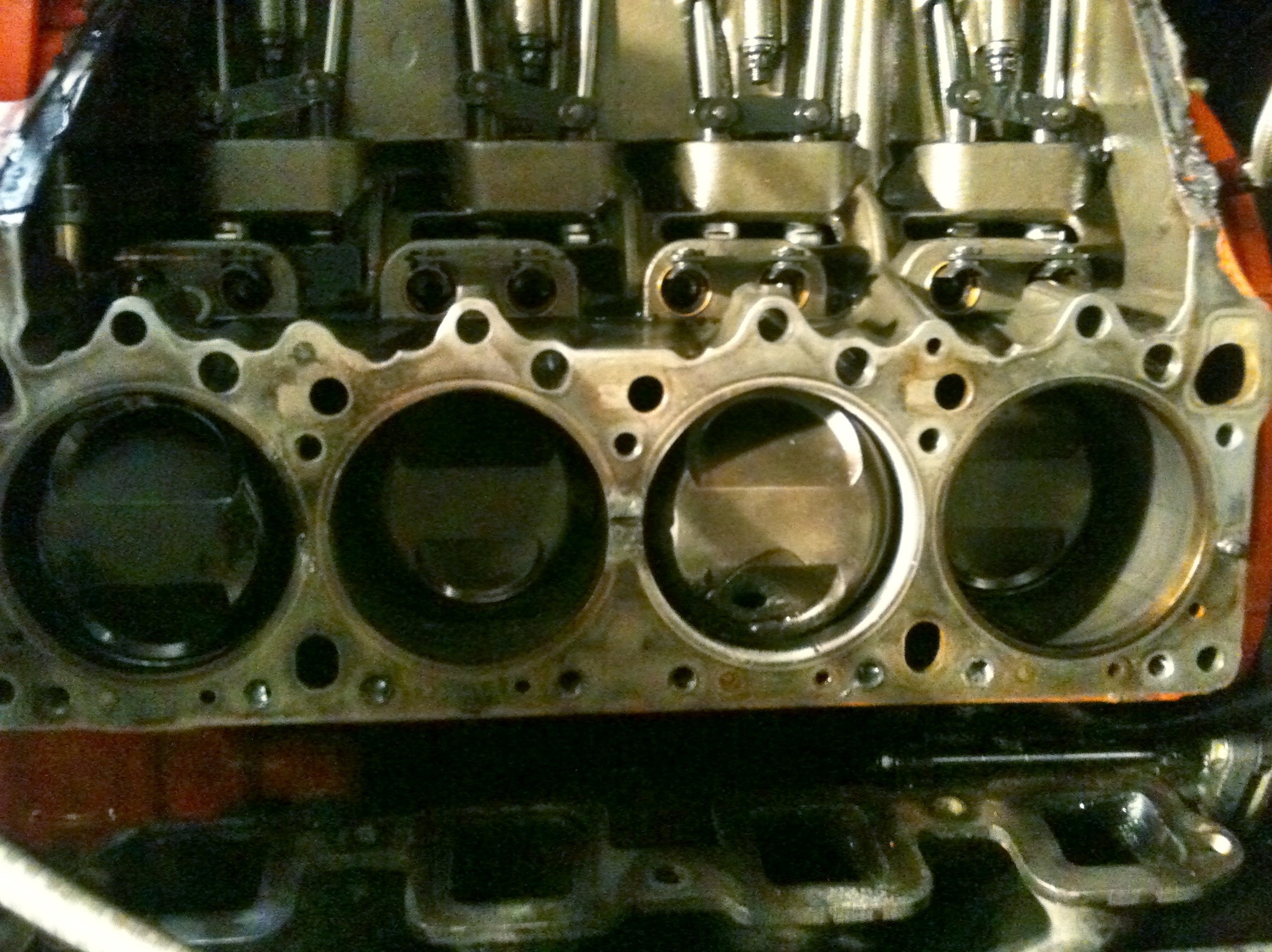
Not sure where it's damaged but can it be sleeved? Or is this on the deck?
Jim
|
|
|
Re: welding a 1969 HEMI block
[Re: docford]
#1340735
11/24/12 07:26 PM
11/24/12 07:26 PM
|
Joined: Jun 2003
Posts: 52,972
Romeo MI
MR_P_BODY
Master
|
Master
Joined: Jun 2003
Posts: 52,972
Romeo MI
|
A welding shop with a oven can do it... they will use high nickle rod when the block is good and warm then let it slowly cool back in the oven 
|
|
|
Re: welding a 1969 HEMI block
[Re: Cab_Burge]
#1340737
11/25/12 01:31 AM
11/25/12 01:31 AM
|
Joined: Jun 2007
Posts: 2,646
Plymouth Meeting, PA
bigtimeauto
Trophy Winner
|
Trophy Winner
Joined: Jun 2007
Posts: 2,646
Plymouth Meeting, PA
|
Quote:
I've had that happened on a 440 block, call around to the heavy duty Deisel repair shops in your area and get the name and contact information on the welding shop they use to weld cast iron  I ended up on my block having the deck surface brazed by a cast iron deisel welding shop then I had two sleeves installed and then had to have the block decked on a wet surface grinder. The head was cast iron welded and I had to find a shop that had a wet grinder to surface the head also, the regular automotive machine shops in SO CA said they wouldn't touch a welded head on thier equiptment because cast iron turns into a really hard material(it would damage the cutters on thier rotary broaches) when welded I ended up on my block having the deck surface brazed by a cast iron deisel welding shop then I had two sleeves installed and then had to have the block decked on a wet surface grinder. The head was cast iron welded and I had to find a shop that had a wet grinder to surface the head also, the regular automotive machine shops in SO CA said they wouldn't touch a welded head on thier equiptment because cast iron turns into a really hard material(it would damage the cutters on thier rotary broaches) when welded   Good luck, let us know what you do and the shop that does the work for you please Good luck, let us know what you do and the shop that does the work for you please
^^^^^^^this, i have a block that was reapiered this way
BB, TT5,Procharged 3300lb Street Car 4.79/154
|
|
|
Re: welding a 1969 HEMI block
[Re: Bigcube]
#1340740
11/25/12 04:56 AM
11/25/12 04:56 AM
|
Joined: Aug 2010
Posts: 208
Munich, Bavaria
docford
OP
enthusiast
|
OP
enthusiast
Joined: Aug 2010
Posts: 208
Munich, Bavaria
|
Quote:
Not sure where it's damaged but can it be sleeved? Or is this on the deck?
It is indeed on the deck. The damage is like a crease joining two cylinders
|
|
|
Re: welding a 1969 HEMI block
[Re: docford]
#1340742
11/25/12 11:46 AM
11/25/12 11:46 AM
|
Joined: Feb 2005
Posts: 20,177
PA.
pittsburghracer

"Little"John
|
"Little"John
Joined: Feb 2005
Posts: 20,177
PA.
|
That looks exactly like my sons did. Simple fix with tig or high nickle stick rod.
1970 Duster
Edelbrock headed 408
5.984@112.52
422 Indy headed small block
5.982@112.56 mph
9.42@138.27
Livin and lovin life one day at a time
|
|
|
Re: welding a 1969 HEMI block
[Re: pittsburghracer]
#1340744
11/25/12 12:54 PM
11/25/12 12:54 PM
|
Joined: Jan 2004
Posts: 8,273
fredericksburg,va
cudaman1969
master
|
master
Joined: Jan 2004
Posts: 8,273
fredericksburg,va
|
Quote:
That looks exactly like my sons did. Simple fix with tig or high nickle stick rod.
Can you give me the number of the nickle rod you used? Previous owner got wild with valve notches and got to close to pushrod holes, trying to find a fix.
|
|
|
Re: welding a 1969 HEMI block
[Re: B G Racing]
#1340746
11/25/12 02:44 PM
11/25/12 02:44 PM
|
Joined: Feb 2005
Posts: 20,177
PA.
pittsburghracer
"Little"John
|
"Little"John
Joined: Feb 2005
Posts: 20,177
PA.
|
The last two that I repaired I tigged. My stick welding skills are slowly eroding since I retired from Millwright work 3 years ago. In my shop I either grab the mig or tig. Check out this link if you are going with stick. I used a 3/32 rod. Like Bob said protect surrounding areas from splatter. I use fiberglass cloth and a product called kayo-wool. Keep covered to let it cool slowly after the repair is done. Some guys want to make a simple repair into a project. http://www.messerwelding.com/Product%20PDFs/by%20part/MG%20765.pdf
1970 Duster
Edelbrock headed 408
5.984@112.52
422 Indy headed small block
5.982@112.56 mph
9.42@138.27
Livin and lovin life one day at a time
|
|
|
Re: welding a 1969 HEMI block
[Re: pittsburghracer]
#1340747
11/25/12 04:10 PM
11/25/12 04:10 PM
|
Joined: Mar 2006
Posts: 9,910
Eighty Four, PA
B G Racing
master
|
master
Joined: Mar 2006
Posts: 9,910
Eighty Four, PA
|
Quote:
The last two that I repaired I tigged. My stick welding skills are slowly eroding since I retired from Millwright work 3 years ago. In my shop I either grab the mig or tig. Check out this link if you are going with stick. I used a 3/32 rod. Like Bob said protect surrounding areas from splatter. I use fiberglass cloth and a product called kayo-wool. Keep covered to let it cool slowly after the repair is done. Some guys want to make a simple repair into a project.
http://www.messerwelding.com/Product%20PDFs/by%20part/MG%20765.pdf
There is a new 55 wire for mig welding cast.
|
|
|
Re: welding a 1969 HEMI block
[Re: B G Racing]
#1340749
11/25/12 06:45 PM
11/25/12 06:45 PM
|
Joined: Aug 2010
Posts: 208
Munich, Bavaria
docford
OP
enthusiast
|
OP
enthusiast
Joined: Aug 2010
Posts: 208
Munich, Bavaria
|
Quote:
With the new welding materials and methods this is an easy fix.Just make sure the person doing it is experienced.Protect the area near from any weld splatter. We do this type of repair quite often.
great! what weld rod do you use ? would you have a reference ?
|
|
|
Re: welding a 1969 HEMI block
[Re: pittsburghracer]
#1340750
11/25/12 06:51 PM
11/25/12 06:51 PM
|
Joined: Aug 2010
Posts: 208
Munich, Bavaria
docford
OP
enthusiast
|
OP
enthusiast
Joined: Aug 2010
Posts: 208
Munich, Bavaria
|
Quote:
The last two that I repaired I tigged. My stick welding skills are slowly eroding since I retired from Millwright work 3 years ago. In my shop I either grab the mig or tig. Check out this link if you are going with stick. I used a 3/32 rod. Like Bob said protect surrounding areas from splatter. I use fiberglass cloth and a product called kayo-wool. Keep covered to let it cool slowly after the repair is done. Some guys want to make a simple repair into a project.
http://www.messerwelding.com/Product%20PDFs/by%20part/MG%20765.pdf
Thanks!
Would you know about the MG200 electrode ? Would it also do the trick and not be as hard to machine later on ?
|
|
|
|
|










{kind=link}