|
 Re: 430" small block build
[Re: Racebuddy]
#912764
Re: 430" small block build
[Re: Racebuddy]
#912764
04/23/11 12:04 PM
04/23/11 12:04 PM
|
Joined: Jan 2003
Posts: 32,394
Quicktree

I Win
|
I Win
Joined: Jan 2003
Posts: 32,394
|
Quote:
Can a guy put these 4 bolt main caps on a stock block and use a main girdle with them too??
dont think you have enough material on a stock block to add 4 bolt mains. some of the experts can tell you for sure.
|
|
|
Re: 430" small block build
[Re: emarine01]
#912767
04/23/11 11:04 PM
04/23/11 11:04 PM
|
Joined: Aug 2003
Posts: 11,179
Atco NJ
DJVCuda
OP
I Live Here
|
OP
I Live Here
Joined: Aug 2003
Posts: 11,179
Atco NJ
|
Quote:
Steel 2 bolt caps with studs seems to work good on factory blocks 
 - There is no meat for the outer bolts to attach to - The filled rails of the X block are the only thing to make that happen. - There is no meat for the outer bolts to attach to - The filled rails of the X block are the only thing to make that happen.
I went with the angled bolts to attach to more material then the straight setups -there just is not alot there.
If this was a stock block I'd stud and cap it with 2 bolts.
anything else to a stock block is just compromising the strength IMO.
|
|
|
Re: 430" small block build
[Re: 64physhy]
#912769
04/24/11 09:12 PM
04/24/11 09:12 PM
|
Joined: Aug 2003
Posts: 11,179
Atco NJ
DJVCuda
OP
I Live Here
|
OP
I Live Here
Joined: Aug 2003
Posts: 11,179
Atco NJ
|
Quote:
I love this build. I just finished my 414 stroker about 9 months ago, and I'm already starting to think of the next one. An R block was in the plans, now it looks like a 4.125 crank will be as well. You guys cause me to spend way too much money.
I hear that - Rod's 4.250 stroke post sure is tempting... I added up my receipts and almost fell over...lol
|
|
|
Re: 430" small block build
[Re: DJVCuda]
#912770
05/01/11 09:21 PM
05/01/11 09:21 PM
|
Joined: Aug 2003
Posts: 11,179
Atco NJ
DJVCuda
OP
I Live Here
|
OP
I Live Here
Joined: Aug 2003
Posts: 11,179
Atco NJ
|
Had some time for the build this weekend - Got the block one step closer to finished! We line bored with the CNC machine - and this is setting the cutter up. 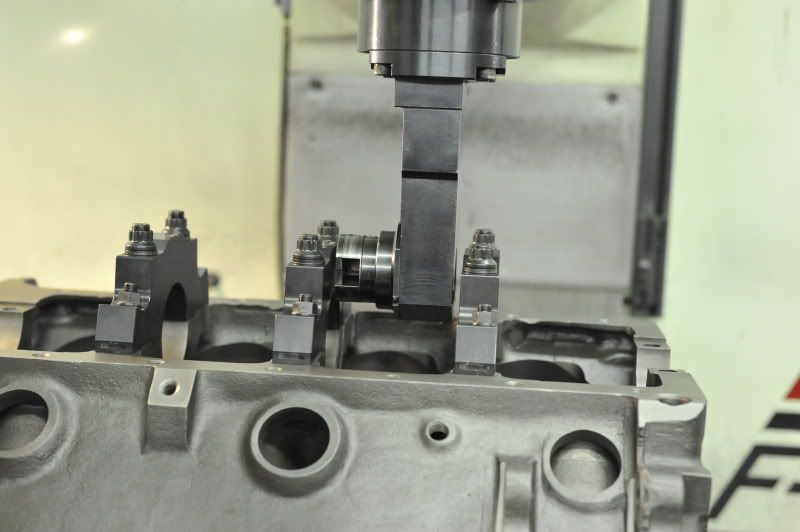 Next it was line honed - taking the last bit out of the new caps and set the oil clearances.  We got to work on some other things, but this was the majority of the work that got done this weekend.
|
|
|
Re: 430" small block build
[Re: DJVCuda]
#912773
05/18/11 02:21 PM
05/18/11 02:21 PM
|
Joined: Aug 2003
Posts: 11,179
Atco NJ
DJVCuda
OP
I Live Here
|
OP
I Live Here
Joined: Aug 2003
Posts: 11,179
Atco NJ
|
Here are a few shots of the heads : stockers: Chamber - 2.02 & 1.60 valves are stock eddy  Intake ( Front ) as delivered form Edelbrock - the casting was cleaned up slightly at the factory - they tend to leave depressions where the corners of the ports are - 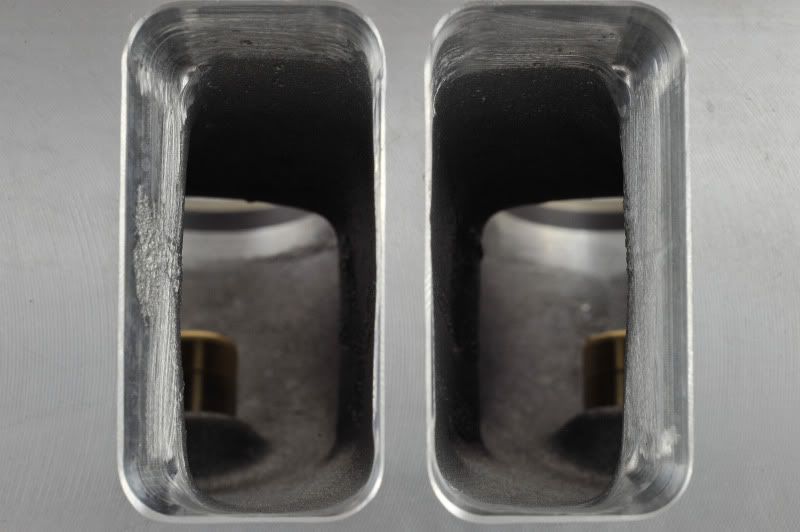 Intake ( Rear ) you can see some casting it varies from port to port at the seat 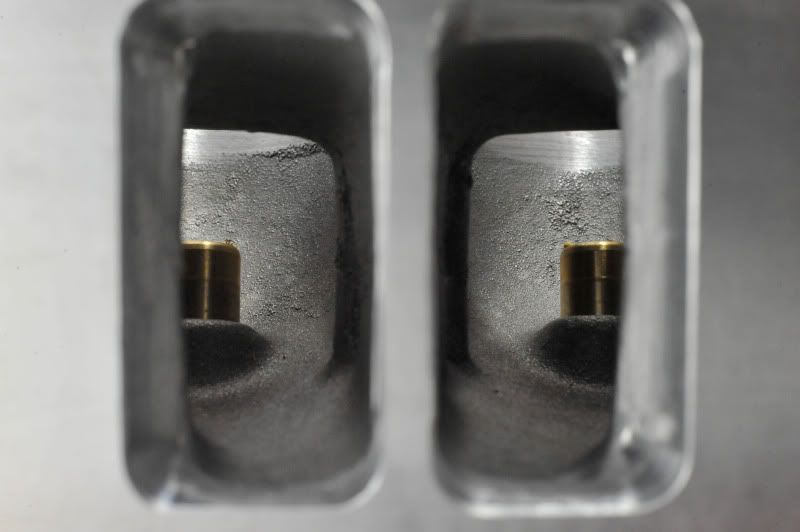 RyanJ's stage 4 Chambers - Loaded with 2.055 & 1.60 Ferrea 6000 series valves F6114 intake 2.055" X 5.01" X 11/32" Super Flo F6104 exhaust 1.60" X 5.01" X 11/32" Super Flo 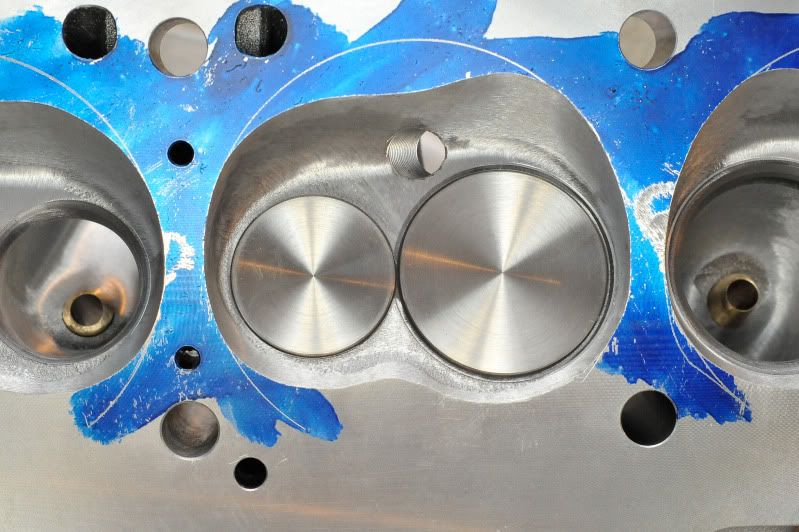  Intake ( Front)  Intake (Rear)  Exhaust 
|
|
|
Re: 430" small block build
[Re: DJVCuda]
#912778
05/31/11 09:38 AM
05/31/11 09:38 AM
|
Joined: Aug 2003
Posts: 11,179
Atco NJ
DJVCuda
OP
I Live Here
|
OP
I Live Here
Joined: Aug 2003
Posts: 11,179
Atco NJ
|
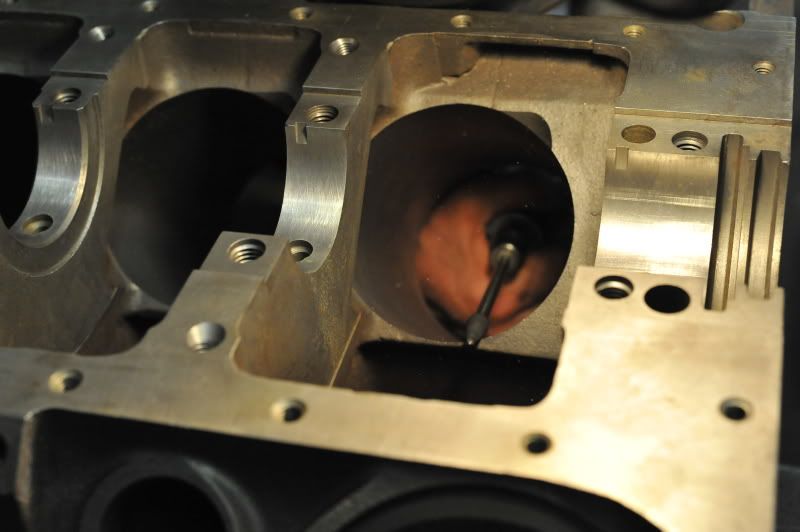
Got some more progress to report over at Fonse Performance. Since the block is tubed for soild lifters on one side of the block the other side has to be cut off form oil flow altogether. The Mopar instructions always stated to put a pipe plug in the left side galley - the same result can be achieved by tapping a plugging right above the #1 main.  Another interesting point was the ARP bolt in the #5 main at the oil pump. It was not necessary for a stud in this location so we are using a stock bolt in that location. Here is an ARP bolt we could have used, but if you go this route, you need to double check the thread depth, as the ARP bolt is longer and can bottom out before proper torque is applied.  After all the oil mods were done I got to run solvent through all the oil passages. The brushes removed the last of the debris before another session with the jet wash. 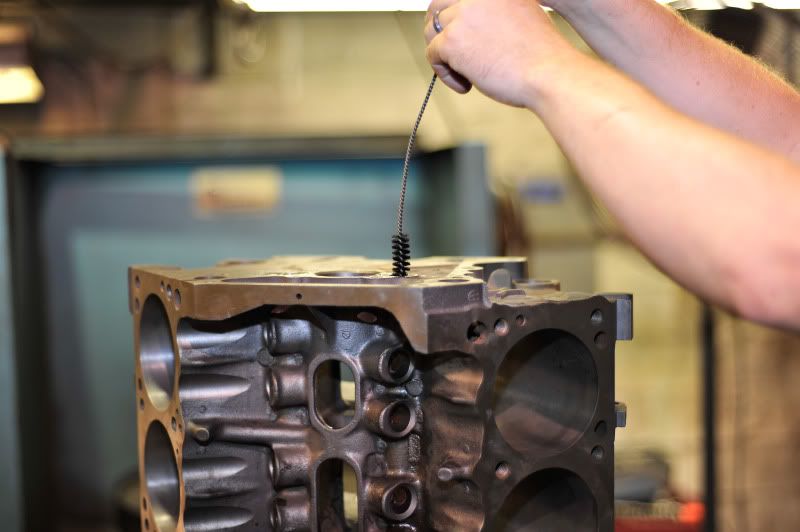 After the jet wash it was rinsed with a pressure washer making sure to get into all the oil passages.  Once more - in the block this time - the COMP 828 Lifters:  and the 8043's  Here is the top end of the motor, Ported ( stage 4) Eddy heads by RyanJ, Eddy Super Victor and a custom Comp solid roller. This is one of a few setups that will be tested out before this gets off the dyno, but this is the one that will be making the big numbers for sure. 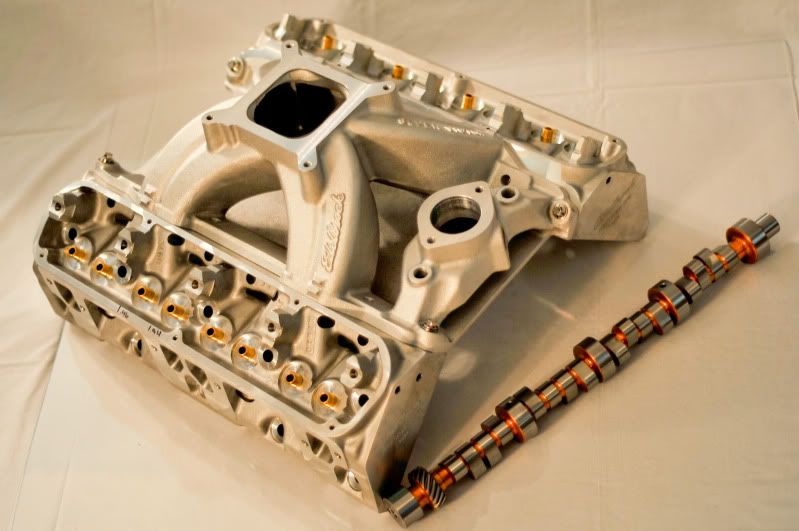
|
|
|
Re: 430" small block build
[Re: DJVCuda]
#912779
07/16/11 11:25 PM
07/16/11 11:25 PM
|
Joined: Aug 2003
Posts: 11,179
Atco NJ
DJVCuda
OP
I Live Here
|
OP
I Live Here
Joined: Aug 2003
Posts: 11,179
Atco NJ
|
WHOO HOO! Got it honed and on a stand today!! It was nice to watch an expert take the time to make things perfect today - Neal was taking the time to get absolutely no taper in the bore and have all of them dead on - the dial bore gauge reads to the ten thousands of an inch and i got to inspect the bores before we moved on - well I had nothing to complain about - thats for sure! The CNC gets things close, but a bore or two were tighter at the top or bottom, ( we are still talking tenths) and Neal got it dead on balls straight! We had the eddy head on one side and the hone plate on the side we were working on, with the head gaskets in place - the mains were torqued down - This loads the block like it will be when it is assembled. We used two grits of stone and a plateau hone at the end. The image was after the jet wash and after I crc'd the machined surfaces. 
|
|
|
Re: 430" small block build
[Re: DJVCuda]
#912780
08/13/11 09:19 PM
08/13/11 09:19 PM
|
Joined: Aug 2003
Posts: 11,179
Atco NJ
DJVCuda
OP
I Live Here
|
OP
I Live Here
Joined: Aug 2003
Posts: 11,179
Atco NJ
|
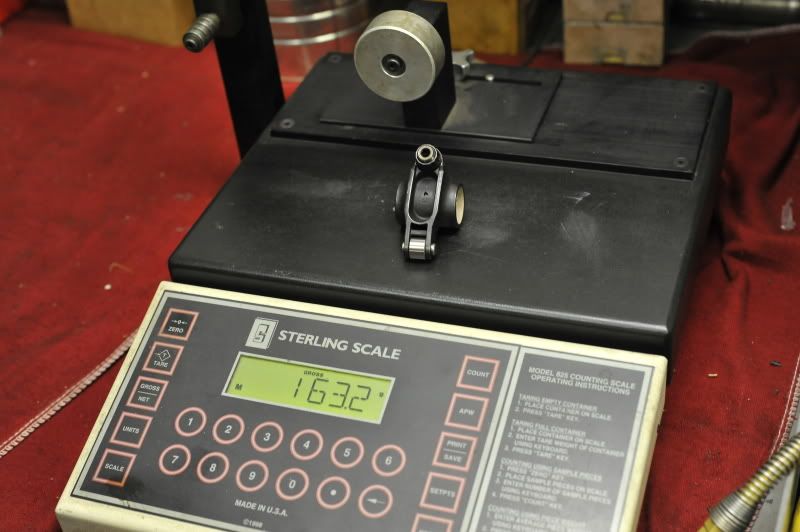
Got some work done this weekend - the bearing clearances needed to be checked. Got the rods cleaned up piece by piece in the parts washer and ready to be torqued to spec. ARP lubed the threads and the shank of each bolt ARP's stretch gauge confirmed the 75 ft/ lbs of torque was good for .004-.005 stretch on the bolts.  At 75 ft/lbs they were all reading between the .004 and .005 recommended  after they were torqued the ID was checked to spec - we had 7 of them 2 tenths large and one 3 tenths large - they were all very consistent and uniform rods. 
|
|
|
|
|