|
 Re: WELDED K member pictures
[Re: 1KoolBee]
#1188879
Re: WELDED K member pictures
[Re: 1KoolBee]
#1188879
10/01/13 09:38 PM
10/01/13 09:38 PM
|
Joined: Jan 2003
Posts: 6,591
Canton, Ohio
Sport440

master
|
master
Joined: Jan 2003
Posts: 6,591
Canton, Ohio
|
Quote:
Quote:
You still have issues of cold lap, limited penetration, etc,
LOL - were you referring to the factory welds or the ones the owners made? The 70 k-member I'm getting ready to weld has it all, poor penetration, porosity, missing welds, etc. Its amazing the thing survived all these years without coming apart, yet there's no cracks or failures anywhere.
I whole-heartedly agree with your points but with reasonable care, technique, & proper heat settings, I can only make it stronger as the factory welds were pretty crappy:)
 The Factory K Frames are poorly welded together IMO, but did get the job done, from a bean counter stand point. The Factory K Frames are poorly welded together IMO, but did get the job done, from a bean counter stand point.
But, after xxxxx miles, and years, some are cracking apart on there own. Front torsion bar mounts being the primary failure, plus lower control arm cracking etc.
As far as welding the Stock K Frame, alot of home enthuisiests could only help it. 
Now building and welding a new Tubular K Frame from scratch, No!! I think some are talking about two different dimensions here.
I didnt read all the posts, but welding on the stock K Frame isnt Rocket science. Its the worst Welded piece of contraption Ive ever seen. 
There is a Huge difference IMO 
|
|
|
Re: WELDED K member pictures
[Re: BigBlockMopar]
#1188882
10/02/13 12:55 PM
10/02/13 12:55 PM
|
Joined: Dec 2003
Posts: 23,642
Here
jcc
No soup for you!!!
|
No soup for you!!!
Joined: Dec 2003
Posts: 23,642
Here
|
Quote:
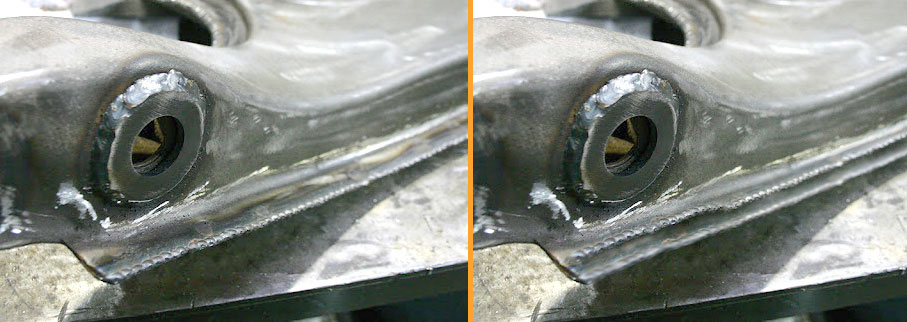
When rewelding a K-member (or sheetmetal), do you just weld on the outer ridge of both parts (like most do), or do you want to grind through the first sheet/part (between the org. spotwelds) and weld a bed there for a more functional weld?
I know the K-member is thicker gauge so it might not be that relevant, but on sheetmetal where 2 sheets come together I think it would be much more solid that way.
(Photoshopped example below)
That's an excellent question, to the best of my memory, one that has not been ever addressed here before. IMO adding any weld to the outside of the two meeting flanges is not a very efficient design solution. Sure it helps, but so would epoxy. Other then redesigning the entire K member, adding quality, and very numerous additional spot welds would be best. This weld doesn't seem to fail very often, therefore it is likely not very stressed, however removing gaps in non welded areas should make it more rigid. The problem of spot welding a nearly uncleanable joint, remains an issue, and many here do not have access to suitable spot welder. 
I'm with Helmuth Hübener, and no soup is being served today.
|
|
|
Re: WELDED K member pictures
[Re: 1KoolBee]
#1188884
10/02/13 08:49 PM
10/02/13 08:49 PM
|
Joined: Jan 2003
Posts: 4,396
The Pale Blue Dot
Skeptic
master
|
master
Joined: Jan 2003
Posts: 4,396
The Pale Blue Dot
|
Quote:
Quote:
Quote:
Quote:
You still have issues of cold lap, limited penetration, etc,
LOL - were you referring to the factory welds or the ones the owners made? The 70 k-member I'm getting ready to weld has it all, poor penetration, porosity, missing welds, etc. Its amazing the thing survived all these years without coming apart, yet there's no cracks or failures anywhere.
I whole-heartedly agree with your points but with reasonable care, technique, & proper heat settings, I can only make it stronger as the factory welds were pretty crappy:)
^^^THIS SO MUCH.^^^
Some people can break an anvil with a feather, I've seen it and fixed it. Before I became a civil servant I made plenty of $$$ fixing cars for DIY hacks. The K member that I modded was welded by a drunken monkey and though it held up, I have an engine that has more than 2X the stock HP and will pull close to 2X the G forces than the stock car could. Some people are quite naive about the engineering or execution of the construction of these old cars and ignorant of the effectiveness of aftermarket mods. "Stupid is as Stupid Does"
Think You missed the main points:
Point 1: the factory welds suck-  "The K member that I modded was welded by a drunken monkey" "The K member that I modded was welded by a drunken monkey"
Point 2 : Not every DIY'er is a hack. I never said that.  I stand behind what I said 100%, there are plenty of hacks out there and I've made bank fixing their F ups. They usually didn't complain much, because they had only come to the shop after they had gotten so frustrated that they gave up. There are all too many "professional" hacks out there. I stand behind what I said 100%, there are plenty of hacks out there and I've made bank fixing their F ups. They usually didn't complain much, because they had only come to the shop after they had gotten so frustrated that they gave up. There are all too many "professional" hacks out there.
Point 3: Welding/reinforcing the K-member is not rocket science. Again, I don't see where you got that out of my post. In fact "Some people are quite naive about the engineering or execution of the construction of these old cars and ignorant of the effectiveness of aftermarket mods.

Last edited by Skeptic; 10/02/13 08:51 PM.
|
|
|
Re: WELDED K member pictures
[Re: BigBlockMopar]
#1188885
10/02/13 09:35 PM
10/02/13 09:35 PM
|
Joined: Dec 2003
Posts: 23,642
Here
jcc
No soup for you!!!
|
No soup for you!!!
Joined: Dec 2003
Posts: 23,642
Here
|
Quote:
When rewelding a K-member (or sheetmetal), do you just weld on the outer ridge of both parts (like most do), or do you want to grind through the first sheet/part (between the org. spotwelds) and weld a bed there for a more functional weld?
I know the K-member is thicker gauge so it might not be that relevant, but on sheetmetal where 2 sheets come together I think it would be much more solid that way.
(Photoshopped example below)
I commented earlier, but to answer your suggestion more directly, and if you mean grinding back and/or losing one of the flanges and then placing a weld at the new right angle intersection, IMO that would be a stronger, more efficient weld solution, however loss of one of the flanges might offset all the gains, not sure which then would be best.
I'm with Helmuth Hübener, and no soup is being served today.
|
|
|
Re: WELDED K member pictures
[Re: EchoSixMike]
#1188886
10/03/13 10:32 AM
10/03/13 10:32 AM
|
Joined: Jan 2003
Posts: 5,407
Pikes Peak Country
TC@HP2
master
|
master
Joined: Jan 2003
Posts: 5,407
Pikes Peak Country
|
Quote:
Brazing is/was widely used for race car and aircraft fab work in Europe. Is welding "better" (stronger)? Yes, but brazing is almost always strong enough. The issue would generally be the rules organization(SCCA/NASA/etc) S/F....Ken M
I agree. In competition its always about what's strong enough vs slapping the biggest baddest piece of a part in there that seems more prevalent on the street side of things. .125" wall tube for sub-frame connectors, wow, talk about overkill, but there is a certain demo-derby mentality to car building from some people.
Having been in the bullrings of oval track racing, I can definetly see the need for certain stoutness in components, but I've also worked on hill climb car that have parts so small and lightweight that most guys would be afraid to run them on a go cart.
One of my favorites is mopar's 11/16 tie rods. A 9/16 rod end is capable sustaining 5g tensile and compressive loading, but a lot of guys insist on using 11/16 units.
But I do see where a street car that does not get regular inspections of all its components should have a greater margin of error to make up for the "disregarded" factor they are often subject to.
|
|
|
Re: WELDED K member pictures
[Re: TC@HP2]
#1188888
10/07/13 10:44 PM
10/07/13 10:44 PM
|
Joined: Jan 2003
Posts: 4,396
The Pale Blue Dot
Skeptic
master
|
master
Joined: Jan 2003
Posts: 4,396
The Pale Blue Dot
|
Quote:
...One of my favorites is mopar's 11/16 tie rods. A 9/16 rod end is capable sustaining 5g tensile and compressive loading, but a lot of guys insist on using 11/16 units.
Well, Mopar did decide that they wanted the bigger tie-rods- for the big cars anyway. Not being an engineer from 45+ years ago I'd guess that the bigger joints were for a longer service life. Richard Ehrenberg pushed the upgrade as an easy way to reduce flexing in the steering in the Green Brick.
IIRC, most of the flex was due to the slit adjuster sleeves, not the rod ends themselves. DC-MP recommends welding the slits in the Chassis Book "Rally Preparation" chapter. I opted to stick with the 9/16" in my A body, but with solid adjusters by Mancini. If I had a heavy B/E car that I was going to put a lot of miles on, do some canyon burning and/or still take to the track on occasion, I'd lean toward the bigger tie rods myself. Race cars =/= street cars
|
|
|
Re: WELDED K member pictures
[Re: Kern Dog]
#1188889
02/03/15 08:57 PM
02/03/15 08:57 PM
|
Joined: Jun 2007
Posts: 2,432
NorCal
RylisPro
top fuel
|
top fuel
Joined: Jun 2007
Posts: 2,432
NorCal
|
Sorry to bring up an old thread, felt that it was relevant question though... How did you guys clean the K-frame exactly? I will need to do this soon but being from Northern California full of tree humping hippies, I am not sure if there is still a hot tank locally that can accommodate something as big as a K-frame? I was talking to Dick at FirmFeel and he said the tricky part is getting all the oil from the creases. I thought about drilling small holes into the creases so that I could fill it all up with a ton of Easy-Off oven cleaner and then re-weld the holes. Or making a big burn pit so that I could BBQ the crud out of there. Not sure if that will all be sufficient? I could always send it to FirmFeel if its too much of a hassle, just wanted options first Thanks 
|
|
|
Re: WELDED K member pictures
[Re: Kern Dog]
#1188892
02/03/15 10:43 PM
02/03/15 10:43 PM
|
Joined: Aug 2013
Posts: 106
Central IL
Trojmn
member
|
member
Joined: Aug 2013
Posts: 106
Central IL
|
Quote:
A radiator shop can boil it out too. They do large car gas tanks so K member will fit in the tank as well.
.
^^^x2 i tried pressure washing,scraping, wire brush SEVERAL TIMES etc... you would not believe how much crap/mud/tar/rocks are hidden in there.
|
|
|
Re: WELDED K member pictures
[Re: Trojmn]
#1188893
02/03/15 11:28 PM
02/03/15 11:28 PM
|
Joined: Feb 2011
Posts: 4,302
Nebraska
72Swinger
master
|
master
Joined: Feb 2011
Posts: 4,302
Nebraska
|
Burn it out is probably the most effective method.
Mopar to the bone!!!
|
|
|
Re: WELDED K member pictures
[Re: RylisPro]
#1188894
02/03/15 11:47 PM
02/03/15 11:47 PM
|
Joined: Jan 2003
Posts: 4,396
The Pale Blue Dot
Skeptic
master
|
master
Joined: Jan 2003
Posts: 4,396
The Pale Blue Dot
|
I pressure washed my K several times, it still smoked up a storm when I welded it up. This was with a HOT water industrial cleaner, not just a cold water unit. I'll second a radiator or machine shop. However, if you are ambitious drill out all the spot welds and split it open. Someone here did it, probably the best way to clean it, if not the easiest.
|
|
|
Re: WELDED K member pictures
[Re: Skeptic]
#1798204
04/08/15 12:20 AM
04/08/15 12:20 AM
|
Joined: Jan 2011
Posts: 4,785
Utah and Alaska
astjp2
master
|
master
Joined: Jan 2011
Posts: 4,785
Utah and Alaska
|
Send it to a machine shop and get it hot tanked, fixes the smoking problem. Tim I pressure washed my K several times, it still smoked up a storm when I welded it up. This was with a HOT water industrial cleaner, not just a cold water unit.
I'll second a radiator or machine shop.
However, if you are ambitious drill out all the spot welds and split it open. Someone here did it, probably the best way to clean it, if not the easiest.
<img src="/ubbthreads/images/graemlins/Twocents.gif" alt="" />
1941 Taylorcraft
1968 Charger
1994 Wrangler
1998 Wrangler
2008 Kia Rio
2017 Jetta
I didn't do 4 years and 9 months of Graduate School to be called Mister!
|
|
|
|
|



 , just wait till someone stunmbles onto 3/4" TR's
, just wait till someone stunmbles onto 3/4" TR's




{kind=link}